Vacuum casting is a widely utilized technique in metal casting, offering numerous benefits, especially for both ferrous and non-ferrous metals. This process involves drawing molten metal into a mold under vacuum conditions, which minimizes turbulence and prevents impurities such as floating slag from contaminating the final product. Unlike traditional sand casting, vacuum casting improves material flow and quality, making it suitable for complex castings in a variety of metals and elastomers. The process is sometimes referred to as “anti-gravity filling” due to the upward draw of material into the mold, as opposed to the conventional top-down pouring method. This vacuum-assisted approach reduces air pressure-induced turbulence, resulting in simpler gating systems and consequently, reduced production costs. A simplified gate mechanism also improves casting efficiency, potentially increasing yields by more than 50%. The result is a higher-quality workpiece due to reduced turbulence, which allows slag to remain at the top of the container while molten metal is drawn from the bottom.
Vacuum molding, a subset of vacuum casting, merges vacuum technology with sand mold casting. In this process, both the cavity and back surface of the sand mold are sealed with a plastic film. A vacuum pump generates negative pressure, which forces the sand to conform tightly to the mold, enhancing mold integrity. After placing the sand core, the mold is closed, and molten metal is cast. Once the casting solidifies, the vacuum is released, and the mold collapses, yielding the final part. Vacuum molding can be further classified into vacuum sealing molding (V method) and solid vacuum casting (FV method), depending on specific applications.
The key advantages of vacuum casting include:
- Moderate vacuum levels ensure high cavity tightness and superior casting quality.
- When combined with computer simulations for mold flow analysis, vacuum casting enables defect prediction, leading to optimized design and reduced production time, improving overall efficiency.
Vacuum casting can be broadly categorized into three main types:
1. Vacuum Suction Casting
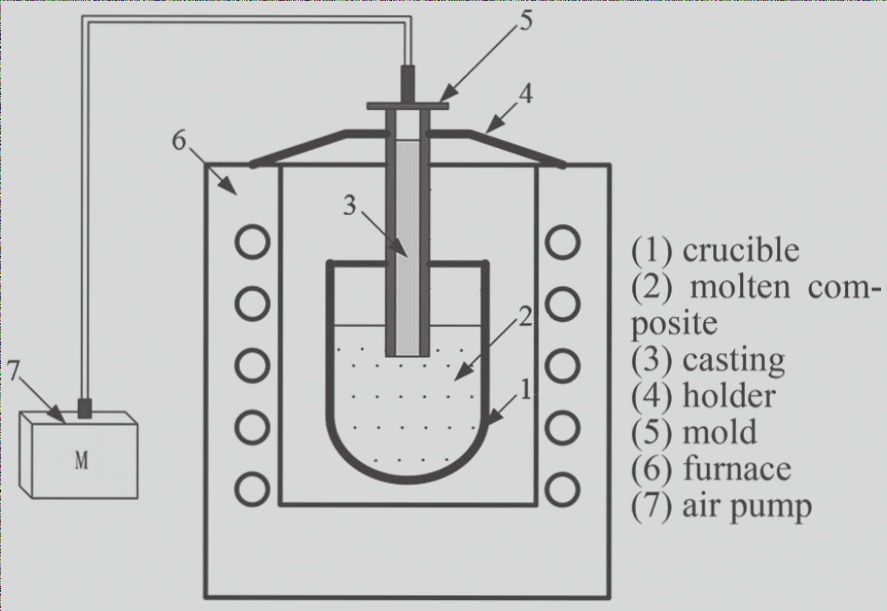
In vacuum suction casting, the mold is placed within a sealed container where air is extracted, creating a negative pressure that draws molten metal into the mold cavity. Once the internal runners solidify, the vacuum is removed, causing any unsolidified metal in the vertical runners to flow back into the molten pool. This method enhances the filling ability of alloy liquids, reducing defects such as porosity and slag inclusions. It is especially effective for producing thin-walled, small, high-precision castings, including steel castings (such as stainless steel).
Advantages of vacuum suction casting include:
- Vacuum suction casting effectively eliminates gas from the mold, preventing turbulent flow and gas entrapment, which helps avoid common issues found in low-pressure and differential pressure casting.
- By improving the metal’s flow characteristics, the casting temperature can be reduced by 20-30°C compared to gravity casting, optimizing the overall casting process.
- It is ideal for producing castings with large wall thickness variations, thin walls, and high-quality requirements.
- Stable filling performance can be achieved by adjusting the vacuum degree and controlling the metal’s entry speed into the cavity.
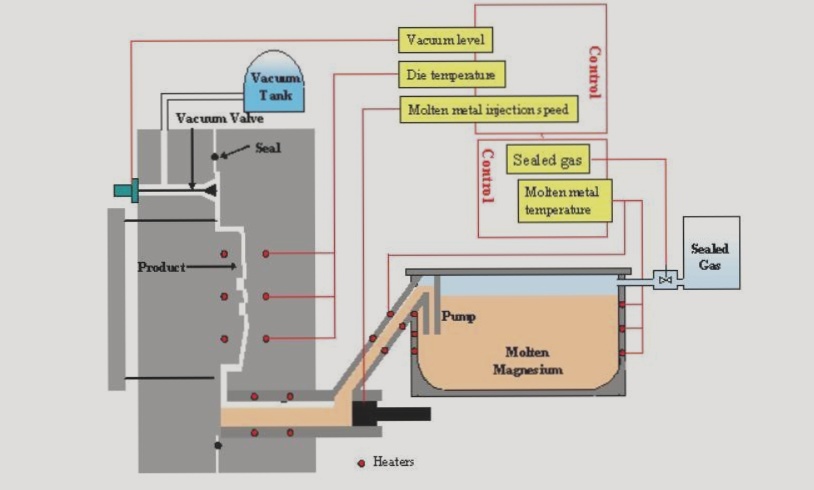
2. Vacuum Low-Pressure Casting
Vacuum low-pressure casting involves applying a vacuum during the pressure filling phase. After the mold is filled, pressure is maintained to allow the casting to crystallize and solidify under consistent pressure, ensuring full mold filling and reduced shrinkage. This results in dense castings with improved mechanical properties, making this method particularly suited for the precision casting of aluminum (Al) and magnesium (Mg) alloys.
Advantages of vacuum low-pressure casting include:
- The vacuum improves mold tightness, reinforcing the strength of the mold structure.
- By adjusting the vacuum degree, the filling time can be shortened, accelerating the filling speed while maintaining stability.
- It enables low-temperature flow of aluminum alloys, preventing high-temperature casting defects such as pinhole formation.
- The process produces castings with clear outlines, smooth surfaces, and the ability to form large, thin-walled parts.
- The resulting castings exhibit dense structures and high mechanical properties.
- Typically, no risers are required, significantly increasing metal yield, often reaching up to 90%.
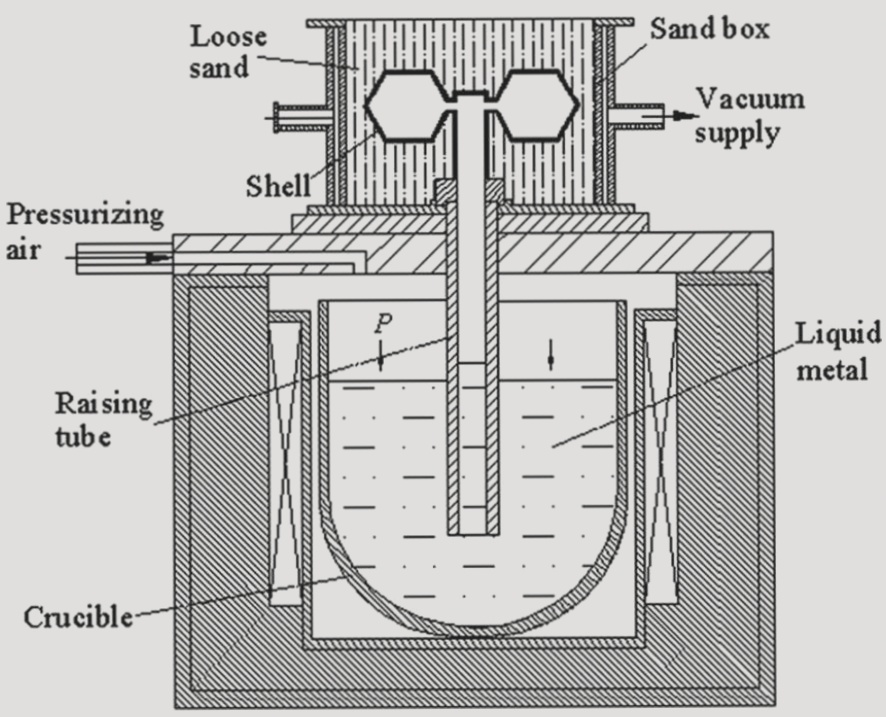
3. Vacuum Differential Pressure Casting
In vacuum differential pressure casting, the mold is sealed in a resistance heat preservation furnace, and high-pressure air (around 500 kPa) is injected into the sealing cover. Initially, equal pressure within the mold and crucible prevents the metal from rising. Once a 50 kPa differential pressure is applied to the molten metal’s surface, the metal rises to fill the mold. This method is particularly effective for producing complex, thin-walled castings. However, it requires larger equipment and more complex operations, making it suitable for specialized applications.
Advantages of vacuum differential pressure casting include:
- Compared to traditional gravity and vacuum suction casting, this method offers superior filling capability, especially for thin-walled parts as thin as 1mm.
- The resulting castings have a denser crystal structure and improved mechanical properties. Strength increases by approximately 20-25%, and elongation improves by around 50% compared to other casting methods.
- It significantly reduces porosity, increasing casting density by more than 1%.
For your 3D printing and prototyping needs, visit WellCircuits. For inquiries, contact us at eric@wellcircuits.com.
If you have any questions regarding PCBs or PCBA, please don’t hesitate to reach out to us at info@wellcircuits.com.