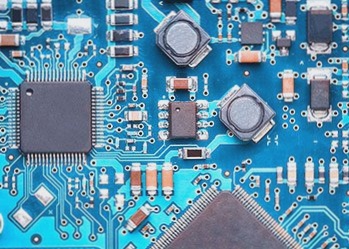
1. Many people often judge the quality of a motherboard based on the color of the PCB substrate.
2. In reality, the color of the motherboard does not directly impact performance.
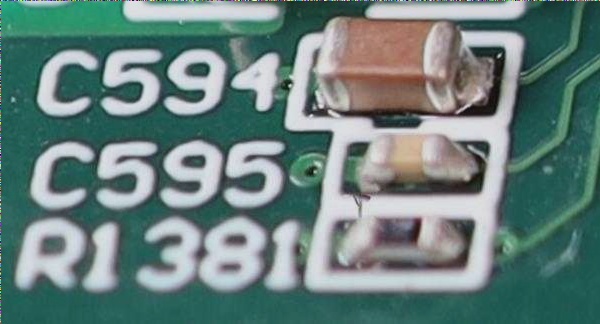
3. The color of the PCB surface is actually that of the solder resist (also called the solder mask).
4. Its primary function is to prevent incorrect soldering of electrical components during the soldering process.
5. Additionally, it protects the soldered components from damage and reduces oxidation and corrosion during use, thereby lowering the failure rate.
6. Typically, the PCB boards of major companies such as Huawei and ZTE are green because the green process is the most mature and straightforward.
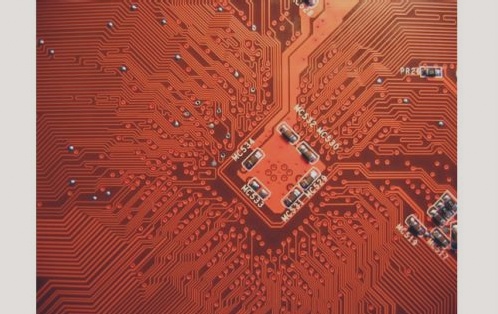
7. However, in some cases, PCB boards may be red, white, blue, yellow, or matte.
8. In rarer instances, they may be black, purple, or bright green.
9. White PCBs are commonly used for lighting applications.
10. Other colors often indicate product grading systems, which vary by company.
11. For example, some companies use red for experimental boards, blue for key boards, and black for internal computer panels.
12. Each company has its own rules without standardized tables.
13. The most common PCB color is green, also known as green oil.
14. The green solder mask is the oldest, cheapest, and most popular.
15. Generally, electronic board-level products undergo board making and post-filming processes.
16. During board production, several steps require working in a yellow light room, where green has a better visual effect, although this is not the main reason.
17. During SMT soldering, processes like tinning, post-filming, and final AOI verification require optical positioning and calibration.
18. The green background color aids in instrument recognition.
19. Other common colors are red, yellow, blue, and black.
20. Due to process challenges, many inspections still rely on manual visual checks (although most now use flying probe testing).
21. This is a demanding task, and green is less straining on the eyes.
22. Therefore, green is predominantly used.
23. Blue and black PCBs, which contain cobalt and carbon respectively, have conductivity risks and potential for short circuits.
24. Green PCBs are more environmentally friendly and do not emit toxic gases in high-temperature environments.

1. In fact, if the color is too dark, it often increases the difficulty of inspecting and maintaining the motherboard.
2. Take the example of a black PCB substrate. During the PCB washing process, black is prone to causing chromatic aberration.
3. If the raw materials used in the PCB factory and the self-made process differ slightly, chromatic aberration will increase the PCB defect rate.
4. Since the circuit traces of black PCBs are difficult to identify, this increases the challenge of maintenance and debugging.
5. Generally, motherboard manufacturers avoid using black PCBs, so even high-quality products like military and industrial boards primarily use green PCB substrates.
6. So, what effect does the solder mask ink color have on the board?
7. The ink does not affect the finished product, but it significantly impacts the semi-finished product, mainly affecting the difficulty of its production.
8. Some argue that color still impacts the PCB board. Indeed, variations in green—such as matte green, sun green, dark green, and light green—differ slightly in appearance.
9. A color that’s too light makes plug visibility easier; after the hole process, the board’s appearance may suffer.
10. Conversely, very dark colors can lead to issues if manufacturers’ inks are subpar, causing problems like bubbles or ink drop during final curing.
11. In terms of ink ratio, slight color changes can be noticed by experienced professionals, though these issues are often complex.
12. Some inks vary depending on the application method—electrostatic spraying, conventional spraying, or screen printing—affecting color consistency.
13. Misapplication can cause minor issues, but for the finished board, these are mostly aesthetic concerns without affecting the product’s performance.
14. Although ink color does not impact the board’s performance, ink thickness significantly affects impedance, especially for water-gold boards where thickness is critical.
15. Based on experience, red ink, with its control over bubbles and thickness, is preferable.
16. Red ink is more expensive and of higher quality, helps conceal circuit blemishes better than green, and has stable exposure compared to other colors.
17. In summary, ink color does not influence motherboard performance and is not a crucial factor in PCB design.
18. However, meticulous control of every detail in the PCB design and production process is essential for ensuring a high-quality board.
19. PCB color variations primarily serve sales purposes, so it is not advisable to use PCB color as a primary purchasing criterion for motherboards.
2. In reality, the color of the motherboard does not directly impact performance.
3. The color of the PCB surface is actually that of the solder resist (also called the solder mask).
4. Its primary function is to prevent incorrect soldering of electrical components during the soldering process.
5. Additionally, it protects the soldered components from damage and reduces oxidation and corrosion during use, thereby lowering the failure rate.
6. Typically, the PCB boards of major companies such as Huawei and ZTE are green because the green process is the most mature and straightforward.
7. However, in some cases, PCB boards may be red, white, blue, yellow, or matte.
8. In rarer instances, they may be black, purple, or bright green.
9. White PCBs are commonly used for lighting applications.
10. Other colors often indicate product grading systems, which vary by company.
11. For example, some companies use red for experimental boards, blue for key boards, and black for internal computer panels.
12. Each company has its own rules without standardized tables.
13. The most common PCB color is green, also known as green oil.
14. The green solder mask is the oldest, cheapest, and most popular.
15. Generally, electronic board-level products undergo board making and post-filming processes.
16. During board production, several steps require working in a yellow light room, where green has a better visual effect, although this is not the main reason.
17. During SMT soldering, processes like tinning, post-filming, and final AOI verification require optical positioning and calibration.
18. The green background color aids in instrument recognition.
19. Other common colors are red, yellow, blue, and black.
20. Due to process challenges, many inspections still rely on manual visual checks (although most now use flying probe testing).
21. This is a demanding task, and green is less straining on the eyes.
22. Therefore, green is predominantly used.
23. Blue and black PCBs, which contain cobalt and carbon respectively, have conductivity risks and potential for short circuits.
24. Green PCBs are more environmentally friendly and do not emit toxic gases in high-temperature environments.
1. In fact, if the color is too dark, it often increases the difficulty of inspecting and maintaining the motherboard.
2. Take the example of a black PCB substrate. During the PCB washing process, black is prone to causing chromatic aberration.
3. If the raw materials used in the PCB factory and the self-made process differ slightly, chromatic aberration will increase the PCB defect rate.
4. Since the circuit traces of black PCBs are difficult to identify, this increases the challenge of maintenance and debugging.
5. Generally, motherboard manufacturers avoid using black PCBs, so even high-quality products like military and industrial boards primarily use green PCB substrates.
6. So, what effect does the solder mask ink color have on the board?
7. The ink does not affect the finished product, but it significantly impacts the semi-finished product, mainly affecting the difficulty of its production.
8. Some argue that color still impacts the PCB board. Indeed, variations in green—such as matte green, sun green, dark green, and light green—differ slightly in appearance.
9. A color that’s too light makes plug visibility easier; after the hole process, the board’s appearance may suffer.
10. Conversely, very dark colors can lead to issues if manufacturers’ inks are subpar, causing problems like bubbles or ink drop during final curing.
11. In terms of ink ratio, slight color changes can be noticed by experienced professionals, though these issues are often complex.
12. Some inks vary depending on the application method—electrostatic spraying, conventional spraying, or screen printing—affecting color consistency.
13. Misapplication can cause minor issues, but for the finished board, these are mostly aesthetic concerns without affecting the product’s performance.
14. Although ink color does not impact the board’s performance, ink thickness significantly affects impedance, especially for water-gold boards where thickness is critical.
15. Based on experience, red ink, with its control over bubbles and thickness, is preferable.
16. Red ink is more expensive and of higher quality, helps conceal circuit blemishes better than green, and has stable exposure compared to other colors.
17. In summary, ink color does not influence motherboard performance and is not a crucial factor in PCB design.
18. However, meticulous control of every detail in the PCB design and production process is essential for ensuring a high-quality board.
19. PCB color variations primarily serve sales purposes, so it is not advisable to use PCB color as a primary purchasing criterion for motherboards.