### 1. **Preparation Phase:**
#### **1.1 Soldering Materials:**
– **Solder**: The most commonly used solders are Sn60 or Sn63, which comply with American industry standards. Alternatively, HL-SnPb39, a tin-lead solder, may be used for certain applications.
– **Flux**: Flux is essential for ensuring good solder joints. Rosin flux is the most widely used, but water-soluble flux may also be employed, particularly in wave soldering processes. However, water-soluble flux requires careful post-soldering cleaning to prevent board contamination.
– **Cleaning Agents**: Proper cleaning of the PCB after soldering is crucial to prevent corrosion or contamination. Common cleaning agents include anhydrous ethanol (industrial alcohol), trichlorotrifluoroethane, isopropanol (IPA), aviation washing gasoline, and deionized water. The choice of cleaning agent should align with specific process requirements and the nature of the flux used.
#### **1.2 Soldering Tools and Equipment:**
– **Soldering Iron**: Selecting the right soldering iron is critical for achieving high-quality solder joints. The power rating and type of the soldering iron must match the soldering task. A low-voltage, temperature-controlled soldering iron is highly recommended for consistency and ease of use. The tip of the soldering iron should be chosen based on the specific requirements of the soldering task, and it can be made of nickel-plated, iron-plated, or copper materials.
### 2. **Soldering Process Steps:**
The key to achieving successful soldering on PCBs is to follow a structured process, beginning with preparation and extending to post-soldering cleaning. The selection of materials, tools, and equipment plays a direct role in improving both the efficiency and quality of the soldering process.
In summary, novices should focus on selecting the right materials (solder, flux, cleaning agents) and using appropriate tools (temperature-controlled soldering iron with a suitable tip) to ensure the soldering process is efficient, clean, and meets industry standards. By understanding these key steps and making the right choices, soldering quality can be significantly improved.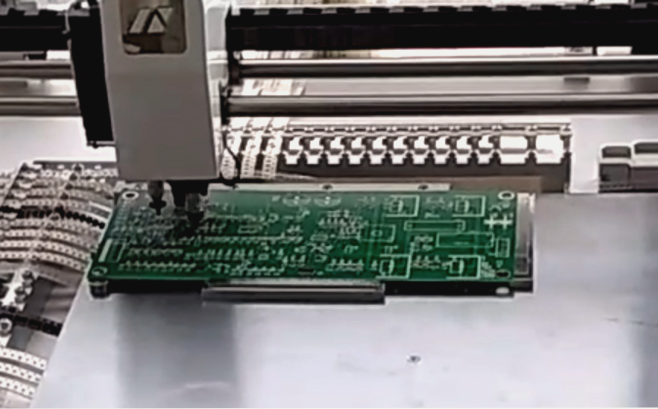
**Wave Soldering and Reflow Soldering: Key Welding Technologies for Mass PCB Production**
PCB assembly is a critical process in the manufacturing of electronic devices, and the soldering of components onto the circuit board is one of the most important stages. Among various soldering technologies, wave soldering and reflow soldering are the two primary methods used in industrial mass production. This article will provide an overview of PCB welding operations, focusing on key techniques such as manual soldering, wave soldering, and reflow soldering, along with critical operational considerations to ensure high-quality results.
### 1. PCB Soldering Operations: An Overview
#### 1.1 Manual Soldering
Manual soldering remains a common method for small-scale production and repair work. However, it requires attention to detail and careful handling to avoid defects.
**Key Points to Follow:**
– **Material Inspection:** Before starting, inspect the insulating materials for any burns, cracks, or deformations. Components should also be free from damage or scalding during the soldering process.
– **Temperature Control:** The soldering temperature is typically set around 260°C. Temperatures that are too high or too low can negatively affect the quality of the solder joint.
– **Time Control:** The typical welding time is within 3 seconds. For multilayer boards with higher heat capacity, this can extend to 5 seconds. For heat-sensitive components like integrated circuits, the welding time should not exceed 2 seconds.
– **Component Protection:** During the soldering process, care should be taken to prevent overheating of adjacent components. Heat-sensitive components require additional cooling measures to avoid thermal damage.
– **Fixation and Cooling:** Ensure that the solder joint is stable and undisturbed before it cools and solidifies. Natural cooling is preferred, though forced cooling can be used to expedite the process if necessary.
#### 1.2 Wave Soldering
Wave soldering is widely used in mass production, especially for through-hole components. It involves passing the circuit board over a wave of molten solder, ensuring that the component leads are soldered simultaneously.
**Key Points to Follow:**
– **Flux Application:** A rosin-based or water-soluble flux should be applied to the circuit board before soldering. The flux helps to ensure that the solder completely wets the leads and the board.
– **Preheating:** The circuit board should be preheated to 90-110°C. Proper preheating helps prevent issues like sharp or rounded solder joints.
– **Solder Temperature:** The temperature of the solder bath is typically maintained around 250°C ± 5°C. Ensuring this temperature is correct is crucial for achieving good solder joints.
– **Fixture and Speed Control:** The soldering fixture should be tilted at an angle of 6 degrees, and the wave soldering line speed should be between 1 to 1.6 meters per minute. Additionally, the peak height of the solder bath should be approximately 10mm.
– **Cooling:** After soldering, the board must be rapidly cooled using strong airflow to solidify the solder joints and prevent defects such as cold solder joints.
– **Lead Removal:** After cooling, any excess solder on component leads must be removed to prevent short circuits or other issues.
#### 1.3 Reflow Soldering
Reflow soldering is primarily used for surface-mount technology (SMT) and involves heating the entire board to a point where solder paste melts, creating solder joints.
**Key Points to Follow:**
– **Surface Cleaning:** Before the reflow process, ensure the board and soldering surfaces are clean, as contaminants can severely affect soldering quality.
– **Solder Paste Application:** The amount of solder paste applied should be carefully controlled to avoid defects such as cold solder joints or bridging. Proper paste application ensures consistent and reliable solder joints.
– **Heat Source:** Reflow soldering typically uses a localized heat source, allowing different parts of the board to be heated at different temperatures. This method is particularly useful when working with diverse components on the same board.
– **Solder Paste Quality:** Use high-quality solder paste with a consistent composition to ensure that no impurities are present, which could affect the soldering process.
### 2. Board Surface Cleaning After Soldering
Once the soldering process is complete, it is essential to clean the PCB thoroughly to remove any residual flux, oils, dust, and other contaminants. The cleaning process should be carried out as per the process requirements to ensure that the board is free from any materials that could interfere with the performance or longevity of the components.
**Typical Cleaning Steps:**
– **Flux Residue Removal:** Use an appropriate solvent to remove flux residue left from wave or reflow soldering.
– **Component Lead Cleaning:** Remove any solder splashes or residues from component leads to avoid short circuits or poor electrical connections.
– **Inspection:** After cleaning, inspect the board to ensure that it is completely free of contaminants. Any remaining residue should be addressed immediately to prevent potential issues during further assembly or use.
### Conclusion
Wave soldering and reflow soldering are essential methods in PCB assembly for mass production. By understanding the specific requirements and nuances of each soldering technique, manufacturers can ensure high-quality, reliable connections for electronic components. Whether using manual soldering for small-scale or custom projects, wave soldering for through-hole components, or reflow soldering for surface-mount components, controlling the temperature, soldering time, and cleanliness of the board are key factors in achieving optimal results. Moreover, proper post-soldering cleaning is crucial to ensure the integrity and functionality of the PCB. By following these guidelines and understanding each process’s best practices, manufacturers can significantly reduce defects and improve the overall quality of the final product.