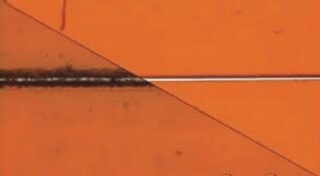
PCB Drilling Problems and Treatment – Broken Drill Nozzle
This article explores common issues and solutions related to PCB circuit board drilling, focusing on broken drill nozzles.
The causes include: excessive spindle deflection; improper operation of the CNC drilling machine; incorrect drill tip selection; insufficient drill speed and excessive feed rate; excessive laminate layers; debris between the plates or beneath the cover plate; excessive spindle depth during drilling leading to poor chip evacuation; an overly wide or undersized cover aluminum sheet or plate; excessive cutting speed causing extrusion; improper operation during hole filling; severe dust clogging beneath the cover aluminum sheet; misalignment between the PCB welding drill tip and the drill shank.
Solution:
(1) Notify the machine technician to overhaul or replace the spindle.

(2)
A. Check if the pressure beriberi pipe is blocked.
B. Adjust the pressure of the pressure foot according to the drill bit’s state and check the pressure data when the pressure foot is pressed; the normal value is 7.5 kg.
C. Check for variations in spindle speed and ensure there are no copper wires in the chuck affecting speed uniformity.
D. Monitor spindle speed changes and spindle stability during drilling operations; compare spindle performance if necessary.
E. Carefully adjust the position between the pressure foot and the drill bit; ensure the drill tip does not protrude beyond the pressure foot and is only 3.0mm inside it.
F. Check the parallelism and stability of the drilling table.
(3) Detect the geometry and wear of the drill bit and select a bit with an appropriate chip-reducing groove length.
(4) Choose a proper feed amount and reduce the feed rate.
(5) Reduce the stack count to an appropriate number.
(6) Clean the surface of the board and remove any debris under the cover to keep the board clean during loading.
(7) Instruct the mechanic to adjust the spindle drilling depth to maintain proper drilling depth; the normal drilling depth should be controlled at 0.6mm.
(8) Control the number of grinding cycles (follow work instructions) or strictly adhere to the parameter settings specified in the parameter table.
(9) Choose a flat cover and backing plate with suitable PCB surface hardness.
(10) Carefully check the adhesive tape’s fixed state and width, replace the aluminum cover plate if necessary, and verify the plate size.
(11) Appropriately reduce the feed rate.
(12) Ensure correct positioning of the hole filling during operation.
(13)
A. Check if the height of the presser foot and the exhaust groove are normal.
B. If the suction power is too high, adjust it accordingly.
(14) Replace the drill with one of the same center.
This article explores common issues and solutions related to PCB circuit board drilling, focusing on broken drill nozzles.
The causes include: excessive spindle deflection; improper operation of the CNC drilling machine; incorrect drill tip selection; insufficient drill speed and excessive feed rate; excessive laminate layers; debris between the plates or beneath the cover plate; excessive spindle depth during drilling leading to poor chip evacuation; an overly wide or undersized cover aluminum sheet or plate; excessive cutting speed causing extrusion; improper operation during hole filling; severe dust clogging beneath the cover aluminum sheet; misalignment between the PCB welding drill tip and the drill shank.
Solution:
(1) Notify the machine technician to overhaul or replace the spindle.
(2)
A. Check if the pressure beriberi pipe is blocked.
B. Adjust the pressure of the pressure foot according to the drill bit’s state and check the pressure data when the pressure foot is pressed; the normal value is 7.5 kg.
C. Check for variations in spindle speed and ensure there are no copper wires in the chuck affecting speed uniformity.
D. Monitor spindle speed changes and spindle stability during drilling operations; compare spindle performance if necessary.
E. Carefully adjust the position between the pressure foot and the drill bit; ensure the drill tip does not protrude beyond the pressure foot and is only 3.0mm inside it.
F. Check the parallelism and stability of the drilling table.
(3) Detect the geometry and wear of the drill bit and select a bit with an appropriate chip-reducing groove length.
(4) Choose a proper feed amount and reduce the feed rate.
(5) Reduce the stack count to an appropriate number.
(6) Clean the surface of the board and remove any debris under the cover to keep the board clean during loading.
(7) Instruct the mechanic to adjust the spindle drilling depth to maintain proper drilling depth; the normal drilling depth should be controlled at 0.6mm.
(8) Control the number of grinding cycles (follow work instructions) or strictly adhere to the parameter settings specified in the parameter table.
(9) Choose a flat cover and backing plate with suitable PCB surface hardness.
(10) Carefully check the adhesive tape’s fixed state and width, replace the aluminum cover plate if necessary, and verify the plate size.
(11) Appropriately reduce the feed rate.
(12) Ensure correct positioning of the hole filling during operation.
(13)
A. Check if the height of the presser foot and the exhaust groove are normal.
B. If the suction power is too high, adjust it accordingly.
(14) Replace the drill with one of the same center.