1. **What are the key features of PCB copying techniques?**
As we know, one of the essential skills for an electronic engineer specializing in PCB copying is circuit design, highlighting the importance of a solid foundation in this area. Circuit design mainly involves two key aspects: schematic design and printed circuit board design. Generally speaking, a useful shortcut to learning circuit design is by analyzing classic designs. Classic designs have many practical applications, such as in the mass production of electronic products and displays.
The analysis of a classic design typically follows a few key steps, including board reading, reverse engineering of schematics, simulation analysis (which can sometimes be skipped), and adapting the design to suit your specific application. Among these, board reading is a critical learning step, as it represents the initial and crucial phase. Board reading involves studying a PCB design using reverse engineering techniques.
Next, we will introduce the PCB copying method and the steps involved. PCB copying, also referred to as cloning, is a part of the reverse engineering process in PCB design. This process involves removing all components from the PCB, scanning the empty board into an image, and then converting this image back into a PCB layout file using PCB design software.

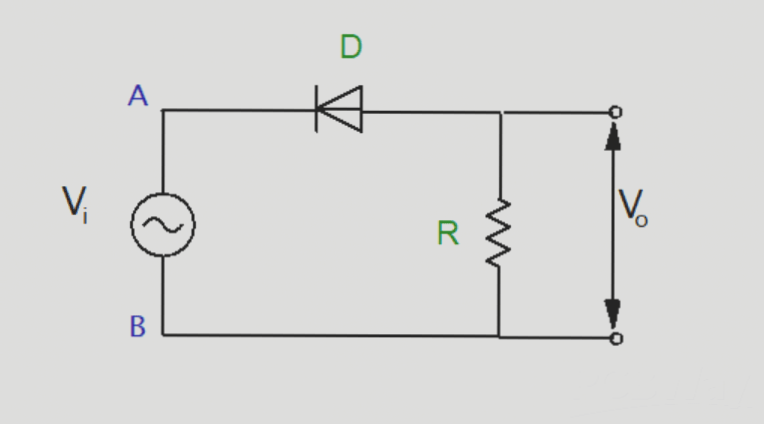
1. Any electronic product can be cloned or replicated through PCB copying and reverse engineering. This process involves the product clone. During the production phase, the first step is to clearly outline the content and data requirements. In fact, while preparing the list, seemingly simple tasks often hide complex challenges. Initially, we must make the necessary preparations. First, obtain a PCB and use a high-quality camera to photograph the locations of the two gas positions. The photograph must be clear; otherwise, it will be unusable. Next, document a series of models, parameters, and positions on paper, especially for components like diodes, the orientation of the transistors, etc. Be sure to take note of these details.
2. The next step is to publish the record. Start by removing all components. It is important to note that we should be aware of the number of components and their parameters. As each component is removed, its corresponding position number, as well as any adhesive or double-sided tape, should be labeled on a white sheet of paper.
3. A reminder: when splitting the PCB, great care must be taken in arranging the components, as even a small oversight can lead to the cancellation of the entire project and negatively impact the final clone’s performance. The last step is component testing. First, gather the relevant data from the disassembly team, allowing you to formally begin the BOM (Bill of Materials) creation process. This involves conducting various tests and analyses to convert the parameters of all components into a system table format. For this, we use an advanced tool known as a Bridge Tester. The Bridge Tester is primarily used for impedance analysis, measuring the resistance, capacitance, and inductance of components through comparison methods.
4. Of course, different models of bridge testers offer varying results and levels of accuracy. Generally speaking, these testers are classified by their quality, with higher-grade models providing more accurate measurements and faster testing. The use of such equipment not only ensures precision but also improves the overall efficiency and intensity of the testing process. As PCB designs become more intricate, utilizing these advanced tools becomes essential.
5. Now, let’s discuss the features of PCB micro-hole mechanical drilling. As electronic products rapidly evolve, PCB designs have shifted from simple single-layer boards to more complex double-layer and multi-layer boards with higher precision requirements. As a result, the demands for hole processing have also increased, including smaller hole diameters and reduced hole-to-hole spacing. In board manufacturing, epoxy resin-based composite materials are commonly used. A hole diameter of 0.6mm or less is considered a small hole, while a diameter smaller than 0.3mm qualifies as a micro-hole.
6. Today, I’ll explain the process of micro-hole drilling using mechanical methods. To ensure higher processing efficiency and hole quality, we must reduce the proportion of defective products. During mechanical drilling, both axial force and cutting torque must be carefully managed, as they can directly or indirectly affect hole quality. These forces increase with the feed rate and the thickness of the cutting layer, meaning higher cutting speeds lead to more fibers being cut per unit time, thus accelerating tool wear.
7. Consequently, the lifespan of the drill varies depending on the hole size. The operator must be familiar with the equipment’s performance and replace the drill bit as necessary. This is one reason why the cost of processing micro-holes is higher. The static component force (FS) affects the cutting at the chisel edge, while the dynamic component force (FD) primarily impacts the main cutting edge. The dynamic force FD has a more significant effect on surface roughness than the static force FS. Generally, when the hole diameter is less than 0.4mm, the static force FS decreases sharply with increasing diameter, while the dynamic force FD decreases more gradually.
8. The wear of a PCB drill is influenced by cutting speed, feed rate, and hole size. The ratio of drill radius to the width of the glass fiber significantly impacts tool life. A larger ratio results in wider tool-cutting fiber bundles, which increases tool wear. In practice, a drill designed for 0.3mm holes may be able to make around 3000 holes. Larger drills, however, result in fewer holes per bit.
9. To prevent issues such as delamination, hole wall damage, staining, and burrs during drilling, we can take a few precautions. First, place a 2.5mm thick backing board underneath the PCB to prevent delamination. Then, position the copper-clad laminate on the backing board and cover it with an aluminum sheet. The aluminum sheet serves the following purposes:
1. It protects the surface from scratches.
2. It aids in heat dissipation, as the drill bit generates heat during the process.
3. It acts as a buffer, reducing the risk of partial hole formation.
10. To minimize burr formation, vibration drilling technology can be used with carbide drills, which are harder and more durable. Additionally, the tool’s size and structure must be properly adjusted to further improve the drilling process.
As we know, one of the essential skills for an electronic engineer specializing in PCB copying is circuit design, highlighting the importance of a solid foundation in this area. Circuit design mainly involves two key aspects: schematic design and printed circuit board design. Generally speaking, a useful shortcut to learning circuit design is by analyzing classic designs. Classic designs have many practical applications, such as in the mass production of electronic products and displays.
The analysis of a classic design typically follows a few key steps, including board reading, reverse engineering of schematics, simulation analysis (which can sometimes be skipped), and adapting the design to suit your specific application. Among these, board reading is a critical learning step, as it represents the initial and crucial phase. Board reading involves studying a PCB design using reverse engineering techniques.
Next, we will introduce the PCB copying method and the steps involved. PCB copying, also referred to as cloning, is a part of the reverse engineering process in PCB design. This process involves removing all components from the PCB, scanning the empty board into an image, and then converting this image back into a PCB layout file using PCB design software.
1. Any electronic product can be cloned or replicated through PCB copying and reverse engineering. This process involves the product clone. During the production phase, the first step is to clearly outline the content and data requirements. In fact, while preparing the list, seemingly simple tasks often hide complex challenges. Initially, we must make the necessary preparations. First, obtain a PCB and use a high-quality camera to photograph the locations of the two gas positions. The photograph must be clear; otherwise, it will be unusable. Next, document a series of models, parameters, and positions on paper, especially for components like diodes, the orientation of the transistors, etc. Be sure to take note of these details.
2. The next step is to publish the record. Start by removing all components. It is important to note that we should be aware of the number of components and their parameters. As each component is removed, its corresponding position number, as well as any adhesive or double-sided tape, should be labeled on a white sheet of paper.
3. A reminder: when splitting the PCB, great care must be taken in arranging the components, as even a small oversight can lead to the cancellation of the entire project and negatively impact the final clone’s performance. The last step is component testing. First, gather the relevant data from the disassembly team, allowing you to formally begin the BOM (Bill of Materials) creation process. This involves conducting various tests and analyses to convert the parameters of all components into a system table format. For this, we use an advanced tool known as a Bridge Tester. The Bridge Tester is primarily used for impedance analysis, measuring the resistance, capacitance, and inductance of components through comparison methods.
4. Of course, different models of bridge testers offer varying results and levels of accuracy. Generally speaking, these testers are classified by their quality, with higher-grade models providing more accurate measurements and faster testing. The use of such equipment not only ensures precision but also improves the overall efficiency and intensity of the testing process. As PCB designs become more intricate, utilizing these advanced tools becomes essential.
5. Now, let’s discuss the features of PCB micro-hole mechanical drilling. As electronic products rapidly evolve, PCB designs have shifted from simple single-layer boards to more complex double-layer and multi-layer boards with higher precision requirements. As a result, the demands for hole processing have also increased, including smaller hole diameters and reduced hole-to-hole spacing. In board manufacturing, epoxy resin-based composite materials are commonly used. A hole diameter of 0.6mm or less is considered a small hole, while a diameter smaller than 0.3mm qualifies as a micro-hole.
6. Today, I’ll explain the process of micro-hole drilling using mechanical methods. To ensure higher processing efficiency and hole quality, we must reduce the proportion of defective products. During mechanical drilling, both axial force and cutting torque must be carefully managed, as they can directly or indirectly affect hole quality. These forces increase with the feed rate and the thickness of the cutting layer, meaning higher cutting speeds lead to more fibers being cut per unit time, thus accelerating tool wear.
7. Consequently, the lifespan of the drill varies depending on the hole size. The operator must be familiar with the equipment’s performance and replace the drill bit as necessary. This is one reason why the cost of processing micro-holes is higher. The static component force (FS) affects the cutting at the chisel edge, while the dynamic component force (FD) primarily impacts the main cutting edge. The dynamic force FD has a more significant effect on surface roughness than the static force FS. Generally, when the hole diameter is less than 0.4mm, the static force FS decreases sharply with increasing diameter, while the dynamic force FD decreases more gradually.
8. The wear of a PCB drill is influenced by cutting speed, feed rate, and hole size. The ratio of drill radius to the width of the glass fiber significantly impacts tool life. A larger ratio results in wider tool-cutting fiber bundles, which increases tool wear. In practice, a drill designed for 0.3mm holes may be able to make around 3000 holes. Larger drills, however, result in fewer holes per bit.
9. To prevent issues such as delamination, hole wall damage, staining, and burrs during drilling, we can take a few precautions. First, place a 2.5mm thick backing board underneath the PCB to prevent delamination. Then, position the copper-clad laminate on the backing board and cover it with an aluminum sheet. The aluminum sheet serves the following purposes:
1. It protects the surface from scratches.
2. It aids in heat dissipation, as the drill bit generates heat during the process.
3. It acts as a buffer, reducing the risk of partial hole formation.
10. To minimize burr formation, vibration drilling technology can be used with carbide drills, which are harder and more durable. Additionally, the tool’s size and structure must be properly adjusted to further improve the drilling process.